Как исправить рябь при 3D-печати

Звон, он же рябь (ringing, ghosting, rippling) — дефект 3D-печати по технологиям FDM и FFF, наиболее заметный на ровных вертикальных поверхностях. Возникает он при смене направления движения печатающей головки, и обусловлен механическими колебаниями конструкции принтера.
В этой статье мы пошагово разбираем, как устранить данную проблему. Читайте до конца, чтобы узнать больше и печатать без брака.
Исправление ряби в пять простых шагов
Шаг 1. Проверить механику
Борьбу с дефектами печати, имеющими механическую природу, целесообразно начать с проверки и протягивания винтовых соединений. Винты могли быть недостаточно затянуты при сборке, или ослабнуть в процессе эксплуатации принтера. Люфты и уменьшение жесткости конструкции негативно влияют на качество печати, поэтому перед регулировками необходимо исключить влияние соединений.
Конечно, в идеале, винтовые соединения протягиваются динамометрическим ключом. Но в бытовых условиях, при работе с обычными инструментами, просто стоит помнить о том, что чрезмерное усилие приведет к повреждению резьбы, паза под ключ или самого ключа — в зависимости от того, что из этого окажется менее прочным.
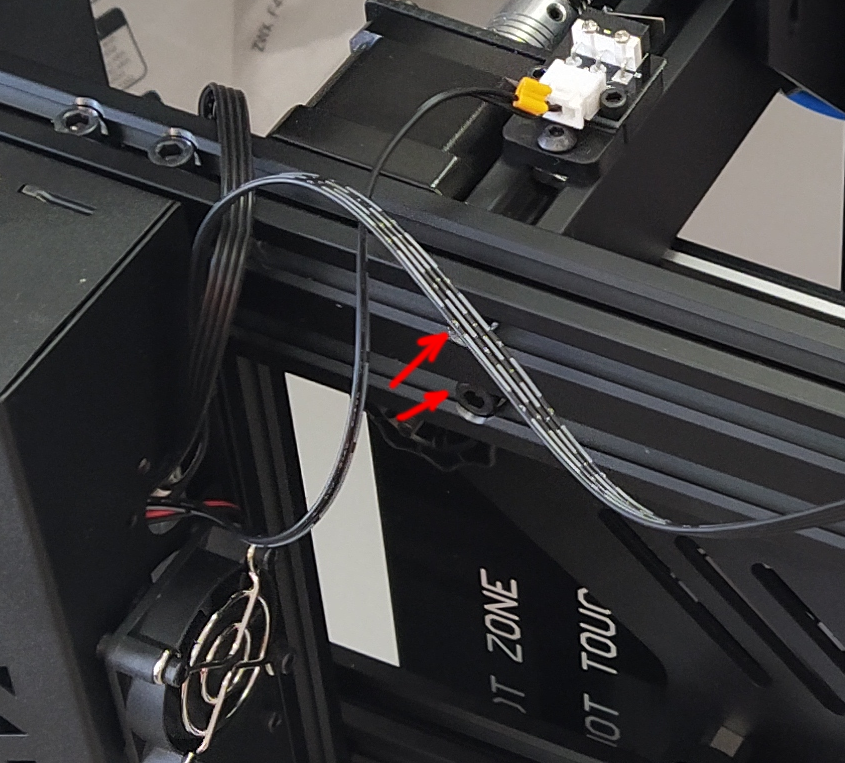
К примеру: на принтерах, собранных из конструкционного профиля, в первую очередь нужно контролировать винты, скрепляющие профили. Здесь — соединение направляющих Z с основанием на принтере Longer LK5 Pro.
Не менее важно крепление пластин кареток к профилю. Процедура затягивания винтов здесь непроста, приходится снимать профиль X с направляющих Z. Видеоруководство по этой манипуляции для Ender-3 можно посмотреть на канале Creality.
Также необходимо проверить состояние движущихся частей: перемещение по всем осям должно происходить плавно, без дребезга и посторонних звуков. Если каретки принтера оснащены роликами — проверяем их регулировку. Когда каретка или стол двигаются тяжело — регулировочный ролик перетянут, необходимо немного его ослабить. Если ролики отходят от направляющего профиля — требуется усилить прижим.

Например: если направляющая X легко двигается вверх-вниз, это может быть причиной недостаточного прижима роликов к направляющей Z. Кадр из видео с Youtube-канала Creality.

Увеличение прижима эксцентрикового ролика. Кадр из видео с Youtube-канала Creality.
Шаг 2. Проверить ремни
Процедура натяжения ремней отличается на разных принтерах. Самый простой вариант — когда производитель предусмотрел регулировку натяжения без применения инструментов.

Регулировка натяжения ремня X на Creality Ender-3 v2. Фото Creality.com.
Более распространённый и менее удобный вариант — когда ремень натягивается перемещением крепления ролика, — для регулировки необходимо ослабить винты, вручную сдвинуть крепление и, удерживая его, зафиксировать.

Регулировка натяжения ремня Y на Creality Ender-3 Pro. Ослабить винты, отодвинуть крепление ролика, зафиксировать. Фото Creality.com.
Для популярных моделей 3D-принтеров существуют разработанные сообществом модели винтовых натяжителей ремней.

Модель натяжителя ремня Y для Creality Ender-3. Фото Thingiverse.com.
Встречаются другие способы натяжения ремней, например — сдвигом моторов, как в FlyingBear Reborn. Наконец, в ряде бюджетных принтеров вообще не предусмотрена возможность регулировки натяжения ремней. Пример — Kingroon KP3S. Ремень жестко зафиксирован кабельными стяжками, мотор и ролик не сдвигаются.
Регулировки натяжения ремня не предусмотрено, ролик жестко зафиксирован.
В случае KP3S для усиления натяжения ремня его необходимо снять с одного из креплений, отметить или сфотографировать на всякий случай текущую конфигурацию, удалить кабельную стяжку с помощью кусачек и сдвинуть петлю на один-два зубца.

Фиксация ремня стяжкой на Kingroon KP3S.
Отдельный класс натяжителей — те, что устанавливаются на прямой участок ремня. Они бывают жёсткие, регулируемые и пружинные. Подобные модификации можно установить не везде, поскольку они уменьшают свободный ход ремня и могут повлиять на размер области печати. Пружинные натяжители — не лучший выбор, поскольку они могут «играть» при смене направления движения, изменяя натяжение.
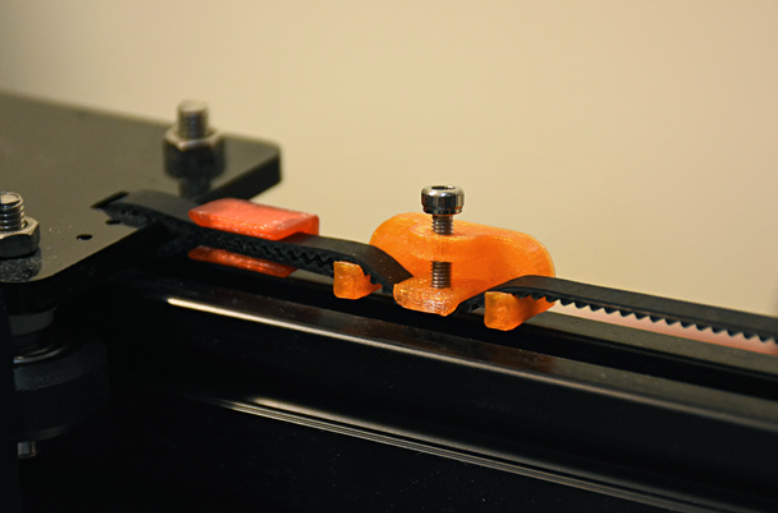
Чёткую рекомендацию по силе натяжения ремня на любом принтере дать сложно, поэтому обычно руководствуются следующим правилом: если оттянуть правильно натянутый ремень на длинном участке, он должен немного колебаться, но не гудеть, как струна.
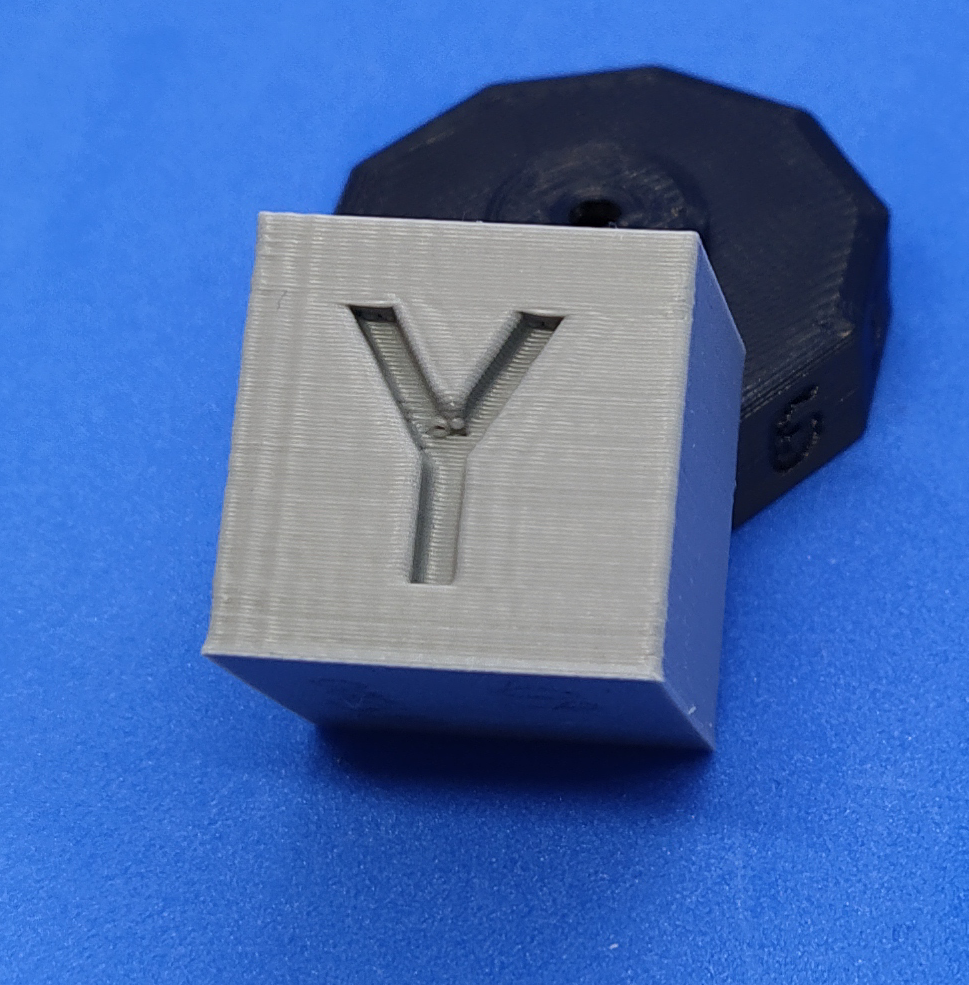
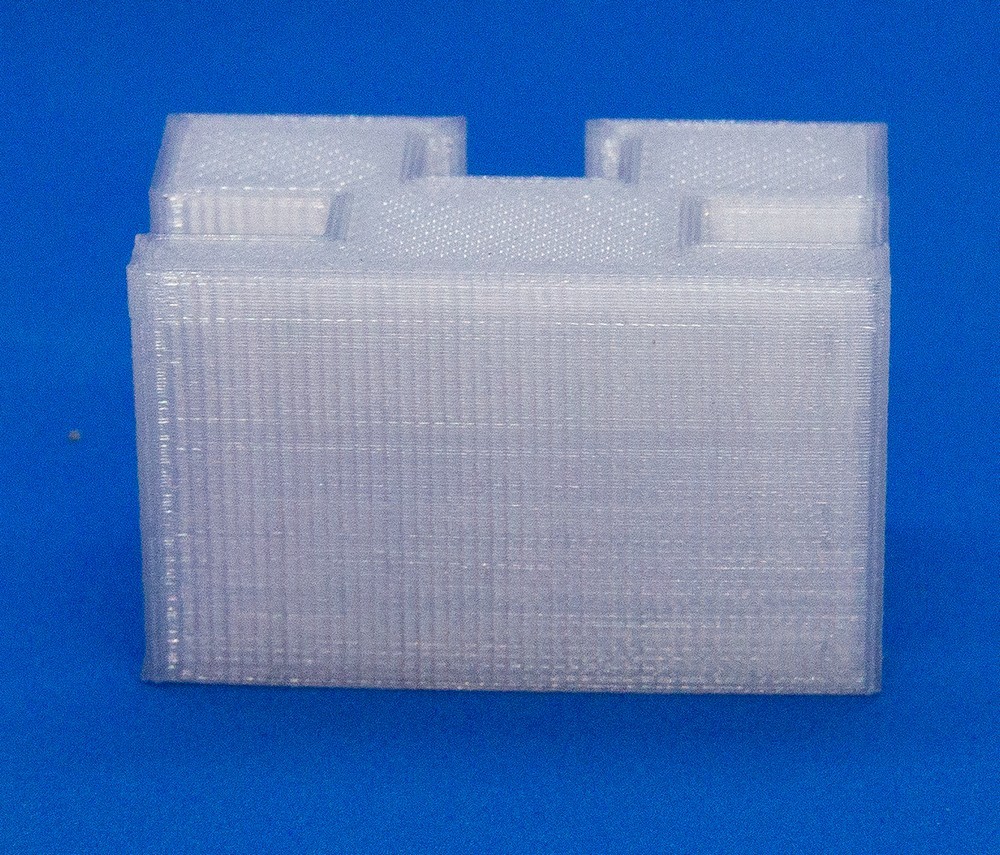
Излишнее натяжение ремня может привести к повышенному его износу, деформации узлов принтера и другому дефекту печати — мелкой ряби по всей площади ровных вертикальных поверхностей.
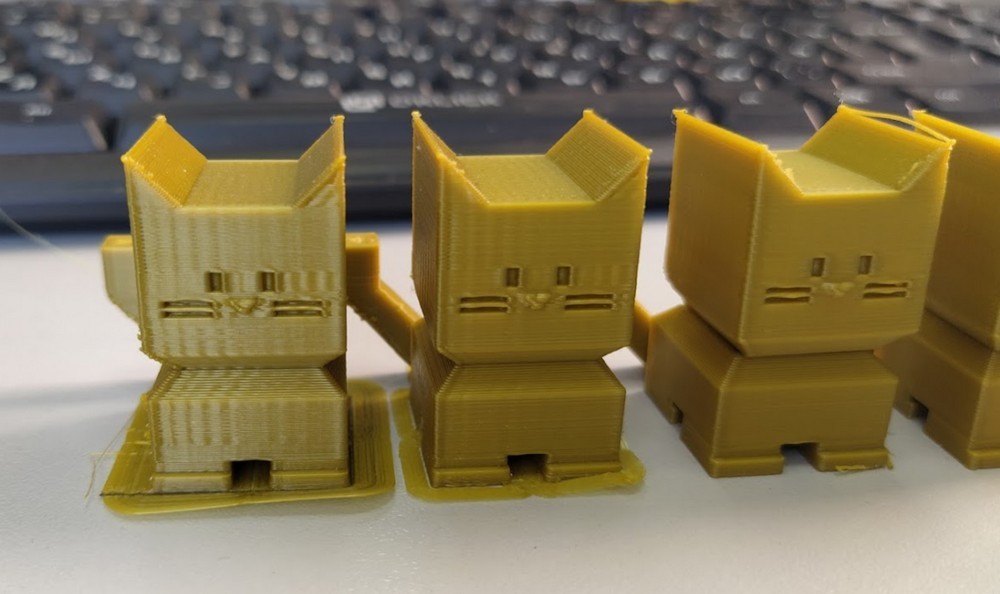
Эффект от натяжения ремней. Левая модель на верхней иллюстрации — до регулировок. Настройки печати во всех случаях одинаковые.
Шаг 3. Убедиться, что принтер стоит в устойчивом положении
Важно не только состояние принтера, но и то, насколько он хорошо установлен. Если поверхность неровная или шаткая, то совместные или раздельные колебания принтера и опоры также могут негативно повлиять на качество печати. Если принтер «ездит» по поверхности — его можно установить на демпфирующие ножки, резиновый коврик, или уменьшить скорость и ускорения печати, это будет рассмотрено далее.
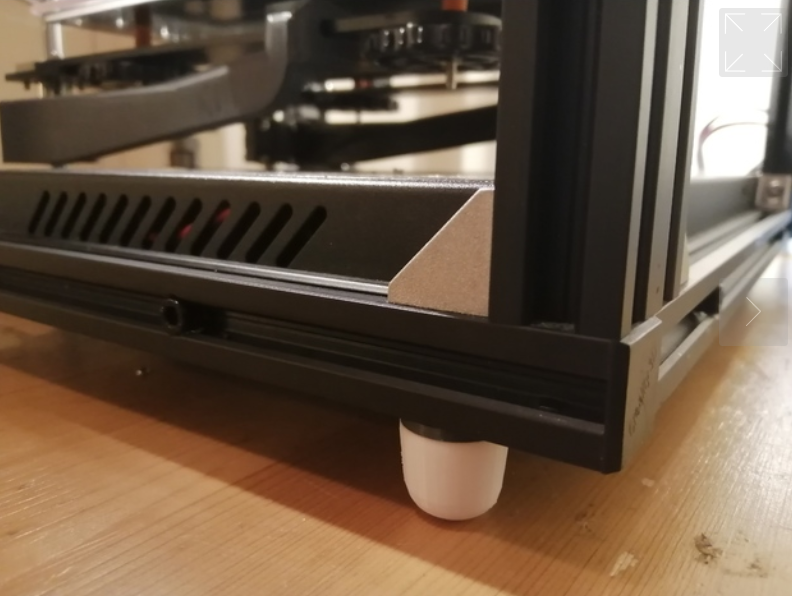
Пример простых демпфирующих ножек под экструдированный профиль. Фото Thingiverse.com.
Шаг 4. Настроить скорость, ускорения, рывки
На возникновение дефектов печати влияют параметры скорости принтера. Вкратце о том, какой параметр за что отвечает.
Скорость (speed, velocity)
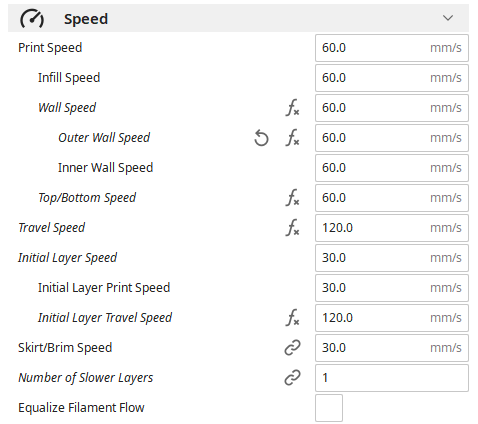
Настройки скорости печати в Cura.
Самый простой параметр, означает скорость перемещения подвижных частей. Измеряется в мм/с.
Ускорение (acceleration)
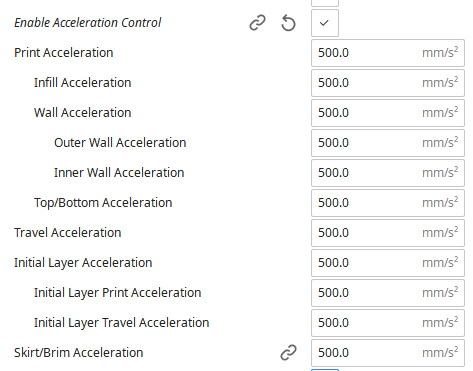
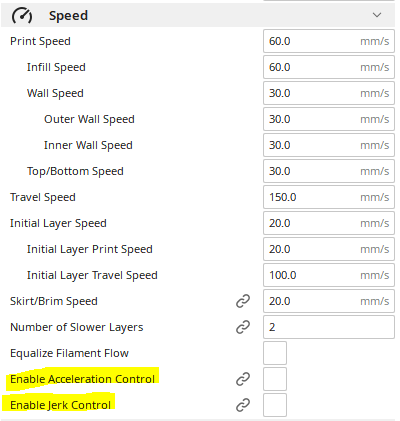
Настройки ускорений в Cura (находятся во вкладке Speed, ниже скорости).
Определяет интенсивность увеличения или уменьшения скорости — разгон или торможение. Например, 1000 мм/с2 означает, что за одну секунду скорость может увеличиться на 1000 мм/с.
Рывок (jerk)
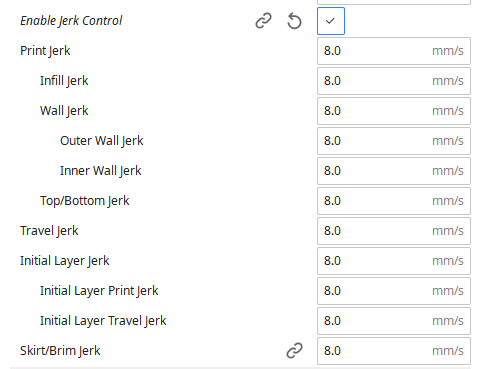
Настройки рывков в Cura (находятся во вкладке Speed, ниже ускорений).
Определяет максимальное изменение скорости, которое принтер может произвести без применения ускорения.
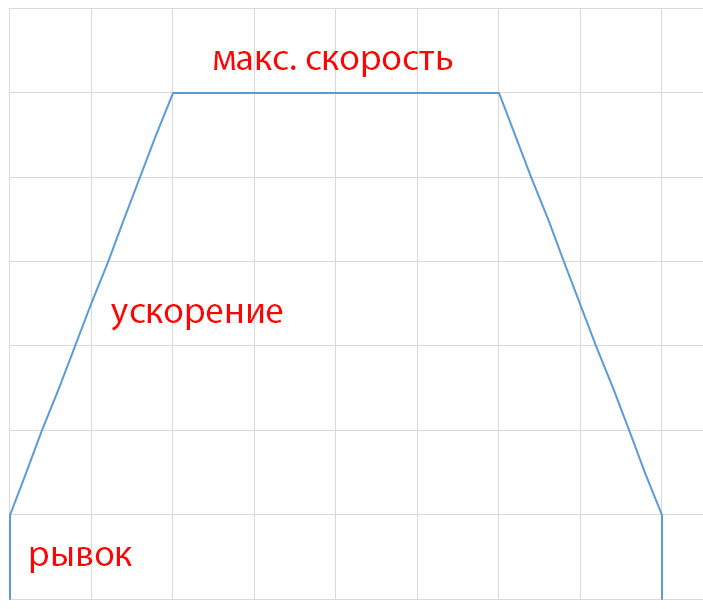
Используется при изменении направления движения: предположим, печатающая головка приближается к углу детали. Скорость снижается в соответствии со значением ускорения до рассчитанного порогового значения, меняется направление, некоторое время движение продолжается с минимальной скоростью и затем начинается разгон.
Абсолютное изменение скорости (учитывая обе оси), от завершения торможения до начала разгона, и есть рывок.
В целом: чем больше рывки, ускорения и скорость, тем быстрее идёт печать и больше вероятность возникновения дефектов. Значение рывков обычно составляет 10-30 мм/с. Параметры ускорений и рывков записаны в прошивке принтера, но могут быть изменены через настройки EEPROM* или с помощью специальной команды в задании на печать.
*EEPROM — постоянная перезаписываемая память, в которой хранится ряд настроек принтера: количество микрошагов моторов на миллиметр перемещения, значения калибровок нагревательных элементов, максимальные скорости перемещения, ускорения и др.
Типичные значения ускорений для бытовых 3D-принтеров составляют 500-5000 мм/с2. Чем больше ускорение, тем быстрее печать, и тем больше требования к жесткости и надёжности конструкции принтера. Для определения максимально допустимых ускорений удобно использовать калибровочную модель, предоставленную плагином Calibration Shapes для Cura. Начиная с версии 1.7 в нём присутствует модель Acceleration tower.
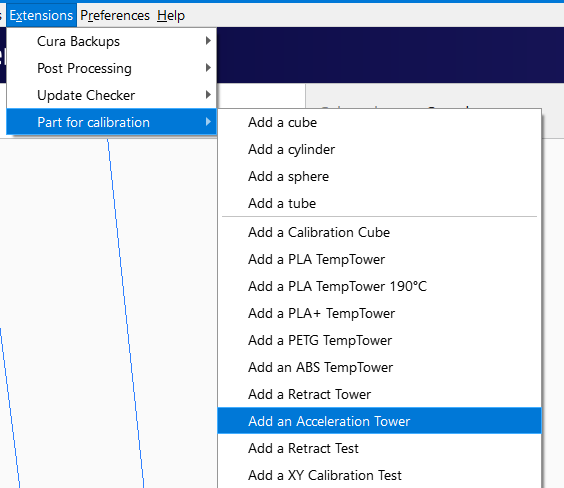
Добавление тестовой модели.
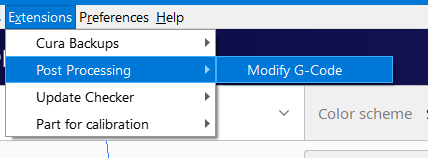
Для тестовой модели необходимо добавить скрипт постпроцессинга.

Скрипт SpeedTower с указанными настройками увеличивает ускорение печати на 1000 каждые 25 слоёв (5 мм при слое 0.2), начальное значение — 2000 мм/с2.
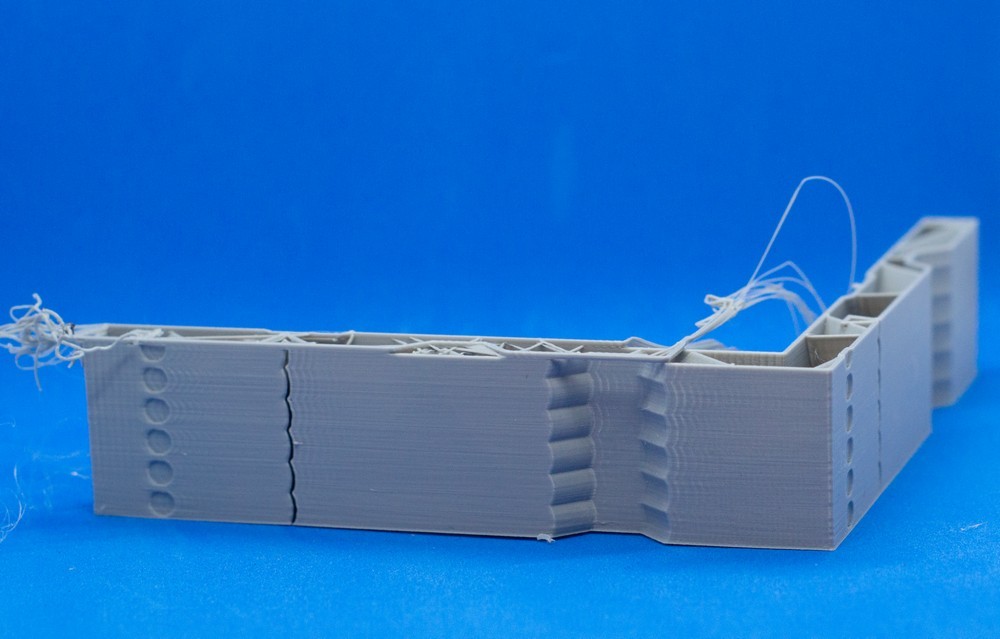
Увеличивать ускорение печати нужно с осторожностью: здесь Kingroon KP3S не справился с 7000 мм/с2, что привело к сдвигу печати по оси Y.
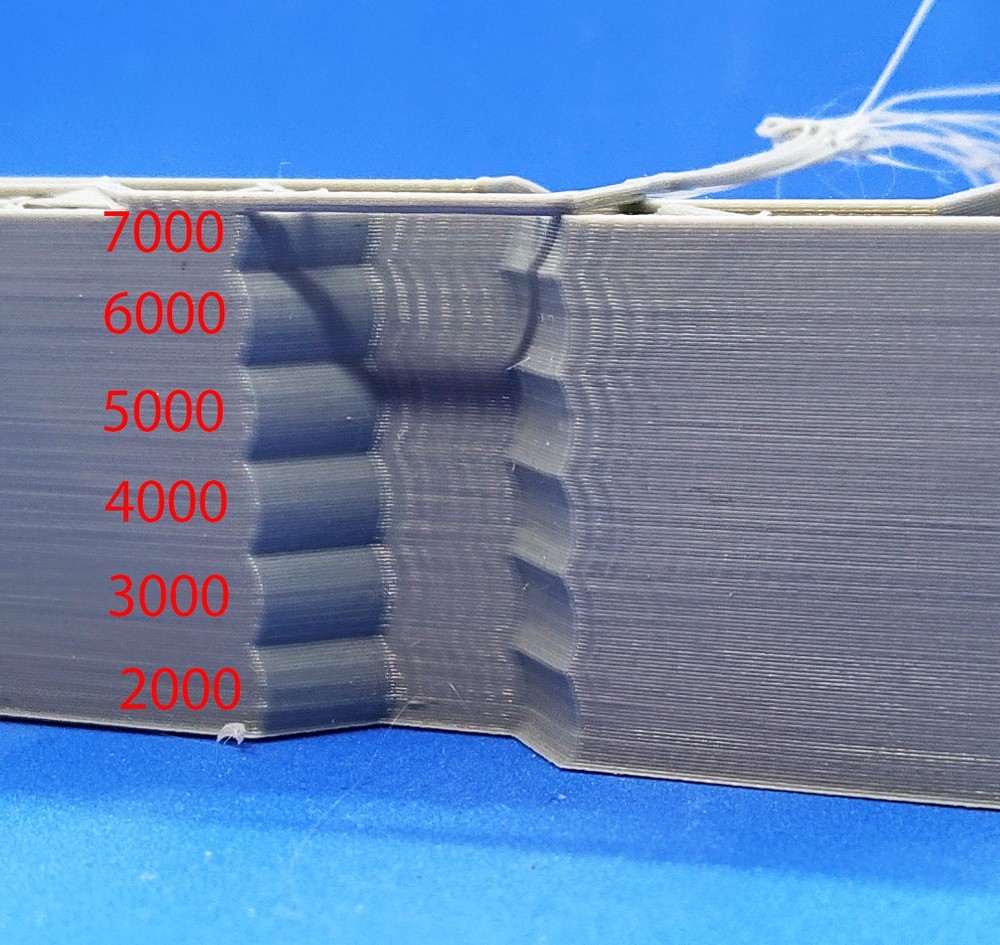
Результаты теста интерпретируем следующим образом: при печати на скорости 60 мм/с на Kingroon KP3S имеет смысл устанавливать ускорение не более 3000 мм/с2.
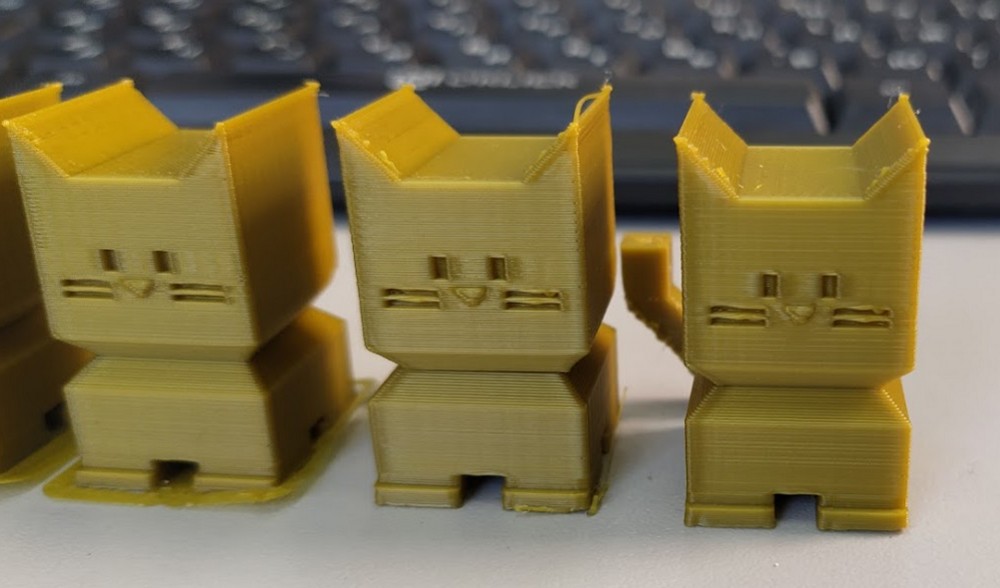
Если экстраполировать на другие скорости печати: картина ряби останется схожей по интенсивности, но на меньшей скорости участок дефекта будет короче, а на большей — длиннее.
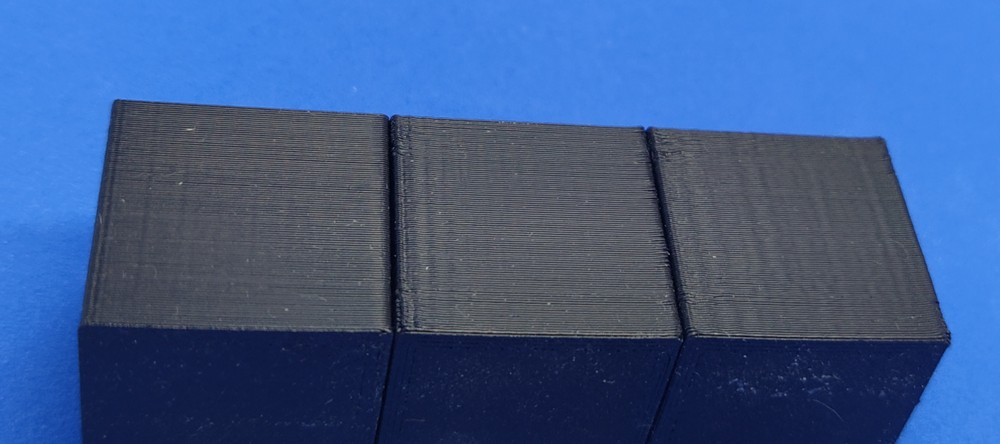
Настройки рывков и ускорений одинаковые. Слева направо: 30 мм/с — рябь слегка различима, 60 мм/с — рябь заметная, 90 мм/с — рябь значительная.
Шаг 5. Сохранение настроек
Настройки ускорений и рывков в Cura применяются непосредственно для подготавливаемого задания. После того, как определены оптимальные значения этих параметров, их целесообразно записать в постоянную память принтера. Если принтер оснащён монохромным графическим экраном (например, как базовая версия Ender-3), в меню присутствуют настройки ускорений и рывков: Control — Motion — Acceleration и Control — Motion — Jerk. После изменения этих параметров необходимо выполнить сохранение: Control — Store Settings.
Если используются значения ускорений и рывков из памяти принтера, в слайсере управление отключается
Получающие все большее распространение графические сенсорные экраны обычно лишены возможности производить тонкие настройки принтера. Для такого случая рассмотрим два альтернативных варианта записи значений ускорений и рывков в постоянную память.
Вариант первый — сформировать вручную управляющий код. Для этого, с помощью простого текстового редактора типа стандартного «Блокнота» Windows, нужно создать текстовый документ, поместить в него команды, сменить расширение файла на .gcode, записать файл на карту памяти и запустить его на печать.
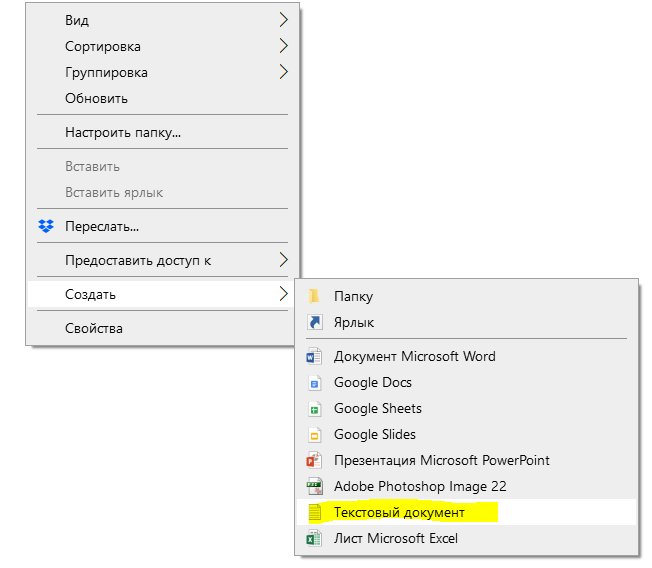
Создание текстового документа.
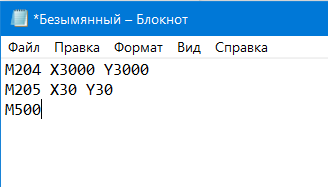
Запись управляющих команд.
Смена расширения файла.
M204 X3000 Y3000
Первая команда — установить ускорения 3000 мм/с² для осей X и Y. Вторая — рывки 30 мм/с соответственно. Третья — записать в память. Запуск этого файла G-code на печать приведёт к тому, что указанные настройки сохранятся в постоянной памяти принтера. После выполнения этого файла все впоследствии запущенные задания на печать будут выполняться с указанными настройками скорости, ускорения и рывка.
Вариант второй — вставить эти команды в стартовый код слайсера, чтобы они были применены перед началом печати очередного задания.
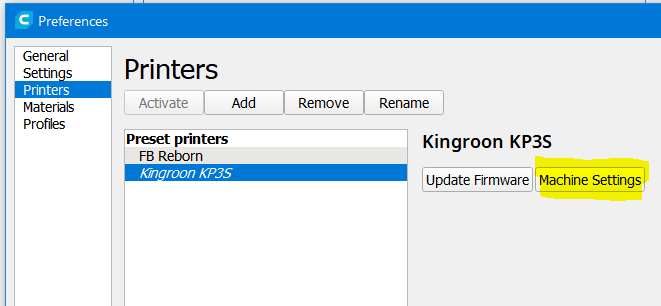
Preferences — Configure Cura — Printers — Machine Settings.
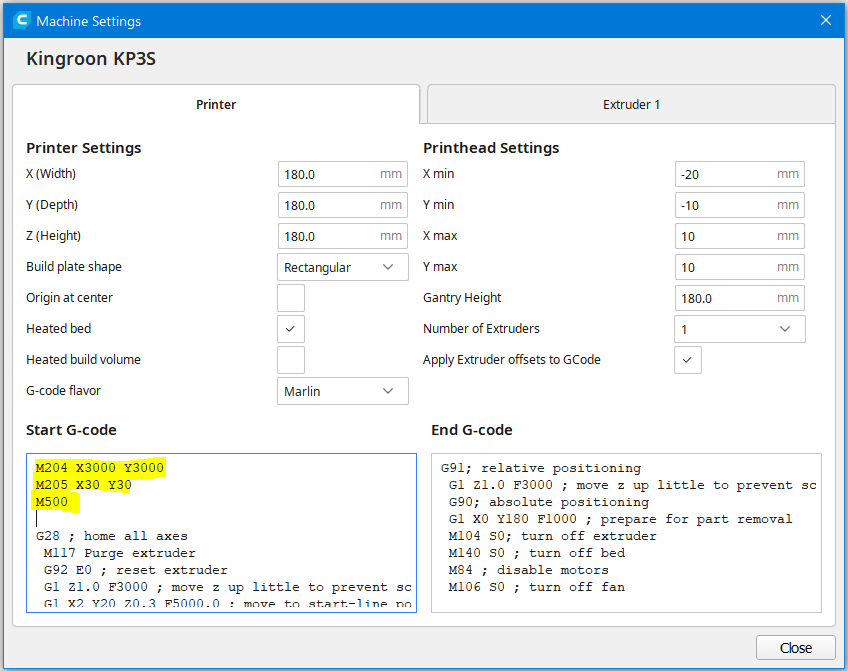
Вставка управляющих команд в стартовый код слайсера.
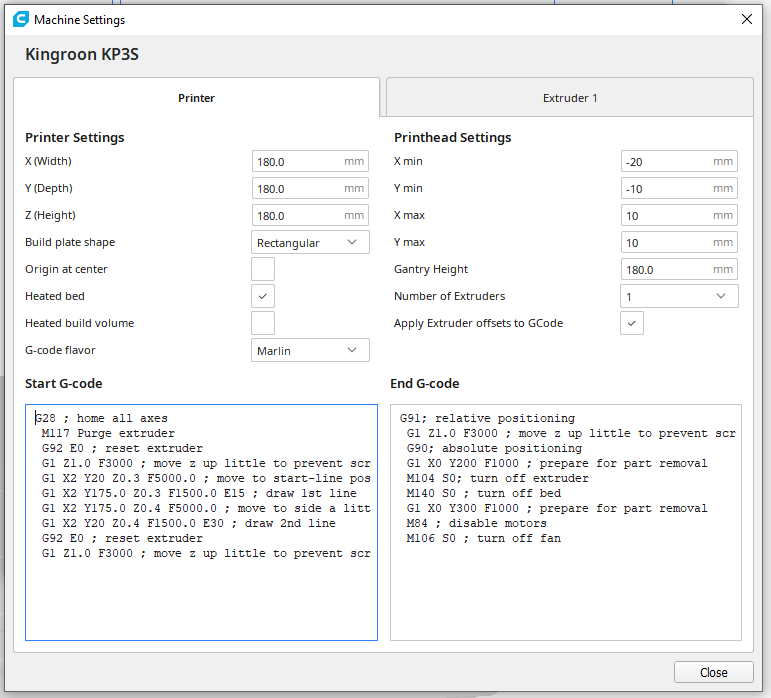
Перед подготовкой следующего задания желательно вернуть стартовый код в изначальное состояние.
Другая рябь
Равномерная рябь, в данном случае вызванная слишком сильно натянутым ремнём.
Существует другой дефект печати, похожий на описанный. Главное отличие: вертикальные волны прямые, не повторяющие контуры отверстий и выступающих частей детали. Также они распределены равномерно по вертикальным поверхностям, а не сосредоточены в местах смены направления движения.
К причинам постоянной ряби относят чрезмерное натяжение ремня, низкое качество шкивов и моторов. Если рябь неравномерная, но периодическая, это может свидетельствовать об износе или повреждении направляющих, линейных подшипников или роликов, в зависимости от конструкции принтера.
Заключение
Дефект в виде затухающей ряби (звон, ringing, ghosting, rippling), хорошо заметный на ровных вертикальных поверхностях, объясняется механическими колебаниями деталей принтера. Для борьбы с рябью необходимо проверить состояние крепежных элементов принтера и натяжение ремней, а затем произвести настройку скорости, ускорений и рывков. Выбирать оптимальные параметры удобно с помощью печати тестовых моделей. Полученные значения можно применять в настройках слайсера или сохранить в постоянной памяти принтера.
Надеемся, наша статья поможет вам печатать качественно и с удовольствием!
Гайд по настройке механики 3D-принтера
Качество напечатанных моделей напрямую зависит от механики принтера, а именно от её правильной настройки. Любые элементы принтера со временем изнашиваются, поэтому настройку принтера необходимо проводить хотя бы раз 5-6 кг отпечатанного филамента. С помощью коротких инструкций, описанных в этом гайде, вы сможете быстро и легко настроить механику вашего принтера: натяжение ремней, ток на двигателях, шаги двигателей, ускорение, рывки и скорость.
Что включает в себя механика
В 3D-принтерах любой конструкции всегда содержатся одни и те же вещи: Оси и направляющие, по которым перемещаются элементы принтера и двигатели с ремнями, которые приводят эти элементы в движение. В классической конструкции принтера есть как минимум 3 мотора (по одному на каждую ось), 3 направляющие (по одной на каждую ось) и плата электроники, которая управляет двигателями. Последнее можно с натяжкой назвать частью механики, но так как она управляет двигателями, она же косвенно влияет на качество модели.
Дефекты печати из-за неполадок в механике
- Смещение слоёв — Ремни, Ток двигателей, Направляющие
- Звон — Направляющие, Скорость
- Неправильная геометрия модели — Направляющие, Шаги двигателей, ремни
Как можно увидеть, все вышеуказанные проблемы не мешают самому процессу печати, но результат оставляет желать лучшего. Иногда ошибки в механике могут полностью остановить работу принтера. Поэтому лучше не доводить ситуацию до крайностей и при появлении каких-либо проблем сразу начать проверку и настройку 3D-принтера.
Как сохранять настройки
Для исправления некоторых дефектов нужно изменять программные настройки принтера. Поэтому, перед регулировкой механики необходимо понять, как правильно сохранять настройки внутри принтера. Для этого есть 3 пути:
- Запись параметров в меню самого принтера
Все настройки находятся в соответствующем меню принтера
- Перепрошивка принтера с новыми параметрами
В зависимости от вашей прошивки, в данной инструкции будут указаны участки кода для прошивки MARLIN в файле configuration.h
- Запись параметров через GCODE команды
Сначала мы вводим параметры в принтер, а затем сохраняем их в EEPROM — внутреннюю память микроконтроллера. Либо вставляем все необходимые настройки в начале GCODE. О том, как это сделать, читайте в нашей статье про работу с GCODE и создание макросов.
Для сохранения в EEPROM необходимо отправить принтеру команду изменения какого-либо значения (которую также можно вставить в начальный GCODE), а затем отправить команду M500 (сохранение нынешних параметров в постоянную память). В прошивке должна быть включена функция EEPROM, для этого необходимо убрать два слеша в строчке:
Какой бы из вариантов вы не выбрали, стоит быть осторожным при использовании любых команд. Вы не сможете как-либо навредить принтеру при изменении настроек, но если вы ошибетесь, то придется долго искать причину возможных дальнейших проблем.
Инструкции по настройке
Теперь можно приступать к настройке самого принтера. Если вы решили настроить сразу несколько параметров, то лучше использовать порядок регулировок как в статье, так как некоторые из настроек связаны друг с другом и при использовании неверного порядка, настраивая один элемент механики вы собьете настройки другого элемента. Например, нельзя настраивать шаги двигателя перед натяжкой ремней, так как изменившаяся длина ремней приведет к изменению “истинных” шагов на миллиметр двигателей. Также перед настройкой необходимо убедиться в отсутствии люфтов в раме принтера, затянуть все ремни.
Ремни
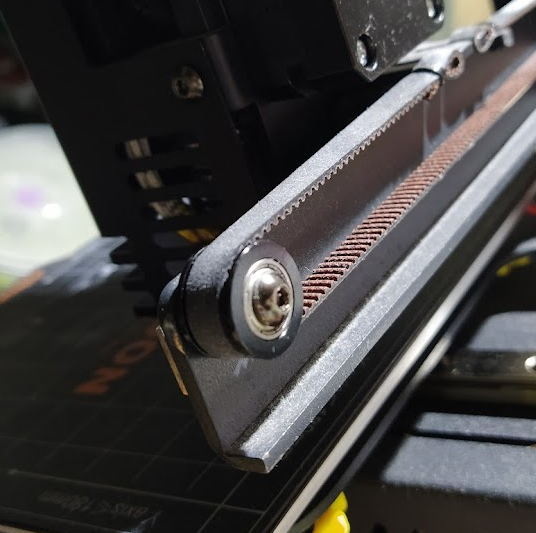
Первое, с чего следует начать настройку принтера,- это ремни. Они прямо влияют на геометрию модели и при слишком сильном натяжении именно они вызывают множество проблем: смещение слоев, изменение геометрии, рябь. Сначала стоит удостовериться в целостности ремня. Для этого просмотрите весь ремень, в особенности участки, где ремни изгибаются. Если ремень изжил своё, то можно увидеть увидеть участок ремня, где расстояние между зубцами сильно увеличилось и между ними видна металлическая проволока (корд). Это значит, что пришло время полностью менять ремень.

Порванный ремень с лопнувшими кордами
Если ремень цел или вы уже заменили его, то можно приступать к следующему шагу. В зависимости от конструкции вашего принтера, необходимо отодвинуть ролик, через который проходит ремень. Натяжение должно быть таким, чтобы каретка или стол двигались без усилий, но при этом при быстром передвижении ремень не должен проскакивать зубцы на шестерне двигателя. Настройте натяжку ремней на каждой оси принтера по данному методу.
Совет: если в вашем принтере из комплекта шел натяжитель ремня в виде пружины, крепящейся на самом ремне — уберите его. Из-за гибкости этого натяжителя будут возникать дефекты печати, например, торчащие углы на модели. Лучше настроить ремень без использования данного натяжителя.

Натяжитель ремня
Ток двигателей
Как мы знаем из школьного курса физики, мощность двигателя зависит от напряжения и силы тока. Так как напряжение на всей электронике принтера везде одинаково, то единственно, что можно изменить — ток на двигателе. Точнее следует сказать максимальный ток, который драйвер будет подавать на моторы. Для изменения этого предела необходимо залезть внутрь корпуса и найти плату принтера. На ней вы увидите драйвера принтера. Нас интересует маленький потенциометр на самом драйвере (на картинке ниже он указан как подстроечный резистор).

Пример расположения потенциометра на драйвере
Для настройки вам понадобится вольтметр и маленькая крестовая или плоская отвертка. Перед дальнейшими шагами необходимо рассчитать максимальный ток, подаваемый на моторы. Для разных драйверов используются разные формулы, самые популярные будут указаны в таблице ниже:
Vref = Imax * 1,25 для R100
Vref = Imax * 2,5 для R050
Чтобы понять какую формулу использовать необходимо найти резистор с подписью R100 или R050 на драйвере. Они располагаются рядом с чипом драйвера.
Vref = Imax * 1,41
Для всех драйверов одна формула
Значение максимального тока (Imax) зависит от двигателя, которым управляет драйвер. Это можно узнать из спецификации двигателя или по наклейки на нём. Далее указаны токи для самых популярных моделей двигателей:
17HS4401 — ток 1,7 А
17HS8401 — ток 1,8 А
17HS4402 — ток 1,3 А
Подставив значение в формулу, мы получим значение Vref для максимального тока, подаваемого на двигатель. Но при таком значении двигатель будет сильно греться, поэтому полученное значение Vref необходимо умножить на 0,7. Например, для двигателя с максимальным током в 1,5 А и драйвером TMC 2208:
Vref = 1,5 * 1,41 * 0,7 = 1,48 В
Теперь полученное значение можно использовать при настройке на самом принтере. Для этого отключите провода, идущие к моторам, включите принтер и поместите один щуп вольтметра в центр подстроечного резистора, а второй щуп к отрицательной клемме на блоке питания (также можно использовать отрицательную клемму на плате принтера и контакт на драйвере, обозначенный как GND). Вы увидите некоторое значение на экране вольтметра. Поверните подстроечный резистор по часовой стрелке, чтобы уменьшить значение Vref и против часовой, чтобы увеличить.
Внимание: не следует указывать значение Vref выше максимального рассчитанного для вашего двигателя! Иначе двигатель в скором времени сломается!
Когда вы настроите значение на драйверах, то можете выключить питание принтера, присоединить провода моторов и собрать корпус обратно. На этом настройку драйверов можно считать законченной.
Шаги двигателей
При настройке шагов двигателей вам понадобится линейка. Для удобства можно использовать программу Repetier-Host. Настройка для каждой из трех осей происходит по одному и тому же алгоритму:
- Ставим каретку в нулевые координаты (Autohome или G28)
- Передвигаем каретку на некоторое расстояние
- Измеряем, на какое расстояние прошла каретка
- Рассчитываем правильное количество шагов на миллиметр по формуле:
Истинные шаги на миллиметр = текущие шаги на миллиметр * указанное расстояние / пройденное расстояние
Например, в принтере было указано 100 шагов/мм, приказываем принтеру переместится на 80 мм, а принтер проходит 87,5 мм. Тогда правильное значение шагов на миллиметр будет равняться 100 * 80 / 87,5 = 91,42 шагов/мм. Для удобства измерений можно закрепить на столе линейку, а на каретке тонкий предмет, например, иголку или булавку. Тогда можно будет крайне точно измерить пройденное расстояние. Для измерения расстояния в экструдере используется частично отличающийся алгоритм:
- Вставляем пластик в экструдер
- Обрезаем его прямо у выходного отверстия
- Отдаем принтеру команду вытянуть пластик на некоторое расстояние (минимум 100 миллиметров)
- Снова обрезаем пластик
- Измеряем длину полученного отрезка пластика
- Используем формулу из предыдущего алгоритма
Далее данные настройки нужно вставить в прошивку в строке:
Вместо X,Y,Z и E0 должны стоять значение шагов на миллиметр для каждой из осей соответственно. Иначе, необходимо вставить в начальный GCODE данную строку:
M92 Ennn Xnnn Ynnn Znnn
Вместо nnn в каждом из параметров необходимо подставить шаги на миллиметр для каждой оси. Если вы хотите настроить шаги только не для всех осей, то можно убрать ненужные параметры.
Ускорение
Данный параметр отвечает за скорость изменения скорости. То есть насколько быстро принтер будет изменять свою скорость. Это влияет на характер перемещения хотенда относительно стола. Если ускорение слишком маленькое, то принтер будет медленно печатать, если же оно слишком большое, то внешняя поверхность модели будет обладать визуальными дефектами: около каждого из углов будут видны угасающие волны как на картинке ниже.

Для настройки ускорения нужно следовать простым шагам:
- Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя;
- Открыть GCODE файл в блокноте;
- Найти команду G28 в самом начале и вставить после неё данные строки:
M201 X5000 Y5000
- Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах P и T она печаталась;
- Откройте тот же GCODE файл и измените значения P и T во второй строке, добавив к каждому из них по 500;
- Повторите пункты 4-5 как минимум 3 раза;
В результате вы получите несколько тестовых кубиков, на части из которых будут видны волны у углов. Выберите кубик, напечатанный с наибольшими параметрами P и T, но чтобы на нём не было видно волн. Цифра в параметре P будет искомым значением ускорения. Чтобы сохранить данное значение необходимо найти в прошивке 2 строки:
Вместо X и Y следует поставить ускорение, в два раза выше найденного ранее. А вместо nnn необходимо поставить найденное ранее значение ускорения. Иначе необходимо вставить строку в начальный GCODE:
В параметрах P и T нужно поставить значение найденного ускорения. После этого настройку ускорения можно считать завершенной.
Рывок
Рывком обозначается то, с какой скорости начинать ускорятся. Он влияет на модель схожим образом, как и ускорение: создает рябь около углов модели. Но также увеличивается выпячивание углов, если рывок слишком мал. Настройка рывка также схожа с настройкой ускорения:
- Нарезать модель стандартного тестового кубика с толщиной стенок равной одному диаметру сопла, без заполнения и верхних слоев, дно 2-3 слоя.
- Открыть GCODE файл в блокноте
- Найти команду G28 в самом начале и вставить после неё данные строки:
- Сохраните изменения, напечатайте модель по полученному GCODE и отметьте при каких параметрах X и Y она печаталась
- Откройте тот же GCODE файл и измените значения X и Y во второй строке, добавив к каждому из них по 2
- Повторите пункты 4-5 как минимум 3 раза
В результате у вас получится несколько кубиков. Найдите кубик на котором не будет ряби, напечатанный при наибольших параметрах X и Y. Это и будет значением рывков для вашего принтера. Чтобы сохранить их необходимо найти в прошивке строку:
#define DEFAULT_XJERK nnn
#define DEFAULT_YJERK nnn
Необходимо подставить значения рывков для осей X и Y соответственно. Иначе необходимо подставить в стартовый GCODE команду:
Вместо nnn нужно подставить значение рывка, найденное ранее. На этом завершается настройка рывков.
Скорость
На самом деле существует множество различных параметров скоростей, значения для которых сильно разнятся. Далее рассмотрим основные из них:
- Скорость перемещения
Этот параметр отвечает за перемещение сопла без выдавливания пластика. Значение находится в пределах от 80 до 120 мм/с. Ограничивается только максимальной скоростью, с которой могут вращаться двигатели. Не влияет на модель
- Скорость печати первого слоя
Данная скорость важна, так как она косвенно влияет на адгезию модели к столу. Обычно находится в пределах от 15 до 30 мм/с
- Скорость печати стенок
-Скорость печати внутренних стенок
Обычно ставится около 60 мм/с, влияет только на прочность модели. Зависит от максимального количества пластика, который может продавить экструдер через сопло
-Скорость печати внешних стенок
Обычно около половины от скорости печати внутренних стенок (30 мм/с).Влияет не только на прочность модели, но и на внешний вид: чем ниже данная скорость — тем ровнее будут стенки.
- Скорость печати заполнения
Стандартным значением является 80 мм/с, влияет только на прочность модели
- Скорость печати дна/крышки
Обычно выставляется от 20 до 40 мм/с, от неё зависит качество верхнего слоя модели: чем ниже значение — тем ровнее крышка.
Все вышеуказанные параметры подбираются экспериментальным путем. Обычно действует простое правило: выше скорость — ниже качество. Поэтому не стоит пытаться найти идеальное значение для всех ситуаций. Лучше найти значения для быстрой печати, качественной печати и среднее, которое будет использоваться для большинства моделей.
Проверка настроек
Последним этапом настроек любого из вышеописанных параметров будет проверка результата. Если вы записывали параметры в прошивке или сохраняли их в EEPROM, то можете использовать команду M503. Она выведет все настройки принтера на компьютер. Для проверки настроек на практике можно распечатать несколько тестовых моделей:



На каждой из вышеуказанных моделей будет хорошо видны дефекты, если они ещё остались после настройки механики.
Эксперт по 3D-оборудованию
Эксперт в области аддитивных и субтрактивных технологий, 3D-оборудования и ЧПУ станков с опытом работы более 10 лет.
Ремень для 3D принтера: натяжение, где купить, как выбрать
При работе с 3D принтером точность имеет решающее значение для получения хороших результатов 3D печати. Если присутствует отклонения и пропуски, это четко проявляется на отпечатке. Таким образом, обратите внимание на ремень 3D-принтера, очень важно убедиться, что его движения максимально контролируемы и точны. Использование шаговых двигателей обеспечивает более совершенное работу 3D принтера, но это не имеет значение, если ремень начинает проскальзывать.
Вот почему большинство ремней для 3D-принтеров изготавливаются так, чтобы соответствовать шестерням, имея множество зубцов на одной или обеих сторонах. К шаговому двигателю крепится ведущая шестерня, а ремень надевается в пазы шестерни, предотвращая ее соскальзывание и позволяя вращаться синхронно с двигателем. Вторая шестерня (шкив ) крепится к раме принтера на противоположной стороне соответствующей оси.
Существуют замкнутые ремни, в виде окружности и незамкнутые, в виде ленты определенного размера.
Материалы и размеры ремней для 3D принтеров
Ремни для 3D-принтеров могут быть изготовлены из различных материалов, наиболее распространенными из которых является резина. Многие ремни OEM изготовлены из резины и имеют определенную длину. В натянутом состоянии длина обычно точна или немного больше ожидаемой, чтобы ее можно было отрегулировать до соответствующего натяжения.
Многие ремни также имеют усиление, хотя оно не является стандартным. Наиболее распространенным и наиболее популярным типом армирования является стекловолокно, однако другие типы армирования также могут работать хорошо, такие как сталь или даже нейлон.
Что касается размеров ремня, они часто измеряются в миллиметрах, как и большинство элементов в 3D-печати. Замкнутые ремни имеют размеры толщины, ширины и окружности. Незамкнутые ремни имеют те же размеры, за исключением того, что вместо окружности, используется термин длина.
Другие размеры и характеристики — это толщина и высота зубьев, расстояние между зубьями, максимальное натяжение ремня, которое он может выдержать без разрывов.
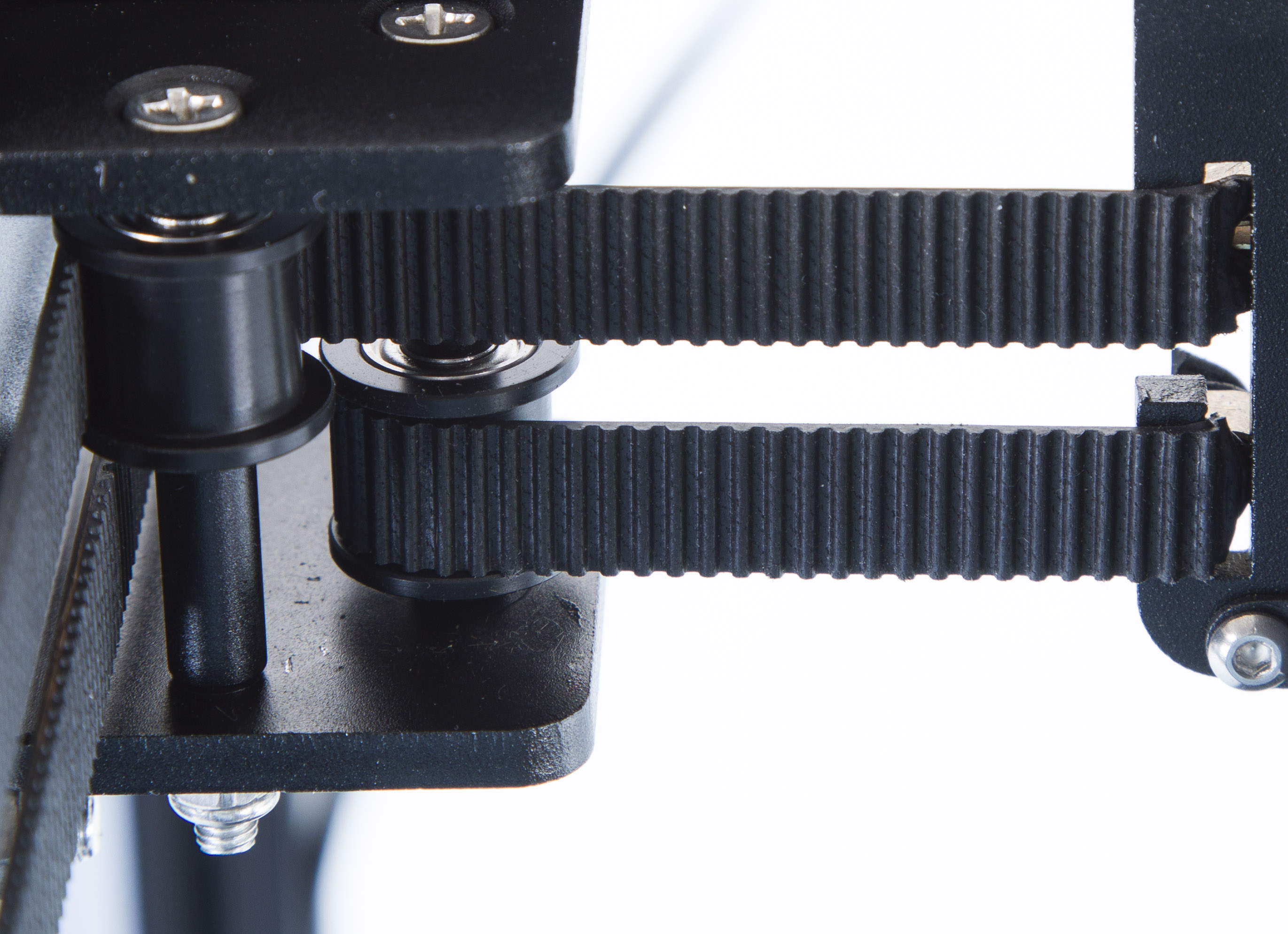
Ремни и их приводы чаще всего применяемые в 3D-принтерах

Шкив 3D принтера

Как правильно натянуть ремень 3D принтера
Перед натяжением ремня освободите шестеренки шаговых двигателей. Натяжение должно быть среднее, не как струна и что бы ремень не болтался.
На качество 3D-печати влияет несколько факторов, в том числе натяжение ремня.
Лучший способ правильно натянуть ремни 3D-принтера — это натянуть их, чтобы они не провисали и не давили на шестерни. Натяжение должно быть примерно таким же, как у растянутой резинки, но не натягивайте ремни слишком сильно, потому что это может увеличить износ ремня и подшипников шагового двигателя.
Правильная техника регулировки натяжения ремня принтера зависит от марки и типа принтера, поскольку многие 3D-принтеры построены по-разному, но все же есть сходства.
Рекомендуется сначала выяснить, как работает ваш 3D-принтер и как ремни соединяются по осям X и Y.
Ремень оси X проходит непосредственно через экструдер который прикреплен к двигателю, позволяющий ему перемещаться вперед и назад через ремень оси X. Ниже описаны некоторые методы, которыми можно следовать, чтобы отрегулировать натяжение ремня принтера.
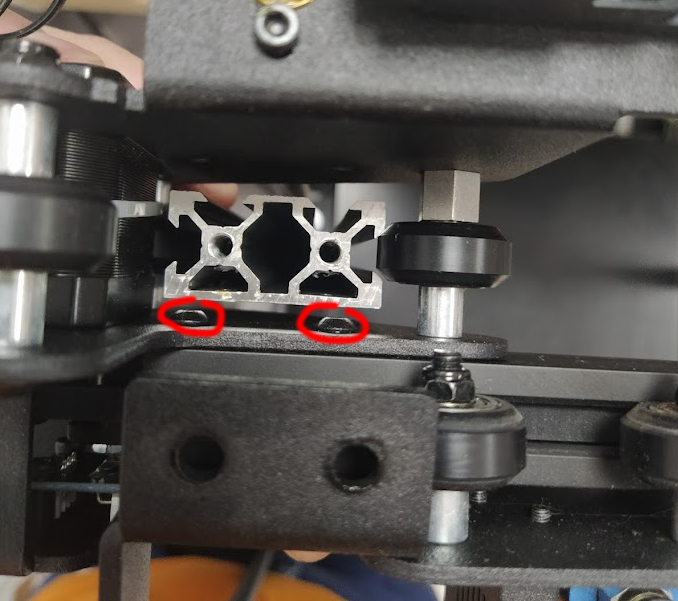
Затяните винты на оси X: в большинстве принтеров ремень прикреплен к оси X и шкиву, который дополнительно прикреплен к валу двигателя для поддержания натяжения ремня.
Если вы присмотритесь, вы найдете винты по обе стороны от оси X. Затяните эти винты, так как это поможет вам добиться правильного натяжения ремня принтера.
Отрегулируйте натяжитель: для регулировки натяжения вам понадобится шестигранный ключ, который идет в комплекте с принтером.
Как натянуть ремень Ender 3
Ослабьте две гайки, удерживающие натяжитель на месте.

Используйте шестигранный ключ большего размера и вставьте его между натяжителем и направляющей по оси X

Теперь вы можете использовать его как рычаг для приложения силы к натяжителю и держите его как можно дальше, чтобы ремень был натянут.

В этот момент снова затяните болты на натяжителе.
Как только это будет сделано, вы можете повторить тот же процесс по оси Y.
Регулировка натяжения ремня по оси Y
Регулировка натяжения ремня по оси Y работает так же, как и по оси X, но обычно не требует такой большой регулировки натяжения.
Ремень вашего принтера перемещается с помощью шаговых двигателей с одной стороны на другую и они обычно не нуждаются в замене при правильном обращении, если только он стерся от долгой работы. Со временем ремни могут растягиваться и отламываться зубцы, особенно при постоянном использовании.
На видео ниже показан хороший наглядный пример натяжения ремня Ender 3, который вы можете сделать для оси Y.
Если вы предпочитаете вариант, который позволяет легко натянуть ремни, я бы подумал о приобретении натяжителя ремня UniTak3D X-Axis от Amazon.
Вы также можете получить от Amazon синхронное натяжное устройство оси Y BCZAMD, которое будет иметь те же функции на оси Y.
Насколько сильно должно быть натяжение ремня моего 3D-принтера?
Ремень, напечатанный на 3D-принтере, должен быть относительно жестким, чтобы иметь хорошее сопротивление, но не настолько, чтобы натянут как струна.
Вы можете довольно хорошо измерить натяжение ремня, посмотрев видео и увидев, насколько он тугой и пружинит.
Ослабленный ремень может привести к пропуску слоев и скорее всего, снизит качество печати.
Обязательно медленно перемещайте оси X и Y от одного конца к другому, чтобы убедиться, что ремень находится в хорошем рабочем состоянии и не трется об алюминиевый профиль.
Как узнать, достаточно ли натянут ремень вашего 3D-принтера?
Прослушивание звука сорванного ремня
Звук, издаваемый вашим ремнем после его ощипывания, должен быть похож на звучание гитарной струны на низких нотах. Если вы не слышите никаких нот или сильного провисания, вероятно, ваш ремень недостаточно затянут.
Трение ремня 3D-принтера (Ender 3)
Иногда вы можете столкнуться с трением ремня вашего 3D-принтера о направляющие, что не идеально. Он может создать множество вибраций по всей оси, что приведет к ухудшению качества поверхности ваших моделей.
К счастью, есть несколько способов исправить это.
Решение, которое вы можете попробовать, — установить натяжитель ремня под углом вниз, чтобы ремень опустился достаточно низко, чтобы освободить место на металле. Это работает, потому что после натяжения ремней все еще остается некоторое движение вверх и вниз.
Наклоните натяжитель ремня вниз, чтобы он проходил ниже кромки направляющих.
Как только ваш ремень окажется ниже той части направляющей, о которой он трется, вы можете полностью затянуть два винта с Т-образной гайкой, которые удерживают шкив на месте.
Еще вариант — это использование прокладки или установка натяжителя ремня, напечатанного на 3D-принтере от Thingiverse, для их 3D-принтеров.
Другой пользователь, у которого возникла та же проблема, связанная с трением ремня 3D-принтера о Ender 3, заключался в том, чтобы поворачивать сам болт на четверть оборота за раз, а затем проверять, плавно ли он движется, пока ремень не движется по центру.
Одному парню повезло: он заменил тонкую гайку слева на две шайбы M8 и пружинную шайбу M8. После этого их ремень работал отлично.

Замена ремня 3D принтера Ender 3
Отличный ремень для 3D принтера Ender 3 — это Eewolf шириной 6 мм GT2 на Amazon по довольно хорошей цене.
Резиновый материал представляет собой высокопрочный синтетический каучук (неопрен ) и армирование стекловолокном. Длина 5 м.
Где купить ремень для 3D принтера
Итак, вам нужен новый ремень для 3D-принтера.
Ремни для 3D-принтеров можно найти на многих сайтах, таких как Amazon и при средней стоимости от 5 до 12 долларов. Конечно, цена будет зависеть от нескольких факторов, таких как прочность, размер и усиление.
Некоторые другие хорошие места, где можно приобрести ремни для 3D-принтеров, включают Fargo 3D Printing , E3D Online и GearBest.
Не забывайте проверять размеры перед покупкой и обязательно устанавливайте их правильно в соответствии с инструкциями принтера и ремня. Удачной печати!
Зубчатый ремень

Зубчатые ремни это симбиоз цепной передачи и ременной. Они сочетают в себе преимущества этих двух видов передач. Плюсы ременной передачи – нет необходимости постоянно смазывать запчасть, то есть не нужно обслуживать. От цепной взяли возможность синхронной передачи вращения от одного вала к другому. Благодаря таким характеристикам они получили широкое распространение в различных отраслях промышленности. Их используют в автомобильной отрасли, станкостроении, станках ЧПУ, плоттерах, граверах.
Зубчатый ремень чаще всего производят из резины или неопрена, а вот внутри могут быть различия. Деталь имеет определенное строение и состоит обычно из трех слоев:
- Первый слой – основной. Несущий. От него зависит прочность всего изделия, его растяжение. Его еще называют корд или усиление. Материалом служит железо, сталь, стекловолоко, полиэфирные волокна, кевлар, сталь.
- Второй слой – тот, который обеспечивает гибкость. Здесь используется резина или неопрен.
- Третий слой – обеспечивает износостойкость и сцепление с элементами шкива. Используют нейлон или другие синтетические ткани.
- Трапециевидная. Этот профиль обеспечивает хорошую сцепку и примыкание зубов к впадинам на шкиве. Работают, издавая много шума. Маркируются буквами L, XL, MXL, T, AT, H, XH, XXH.
- Круглая. Обеспечивает большую площадь, контактирующую с поверхностью шкива, тихие во время кручения. Маркируется HTD.
- Полукруглая. Объединила в себе оба этих качества, обладает хорошим позиционированием, крутящим моментом. Проскальзываний не наблюдается, работать можно на высоких скоростях. Маркировка на нем GT2, 2GT, GT.
Ремень GT2
Применение GT2 в станках ЧПУ, в особенности в принтерах и граверах, обусловлено его характеристиками, необходимыми для стабильной работы устройства. При вращении валов создается большое ускорение и необходимо точно и плавно передать его. Использование реек целесообразно только в больших мощных фрезерных станках. В домашних установках особого смысла из-за цены и сложности эксплуатации. То же можно сказать и о роликовых цепях. Постоянная смазка и подгонка усложняют использование прибора.
Ширина ремня может быть 10 мм и 6 мм. 6 миллиметров самый популярный размер. Шаг, это расстояние между зубами, 2 мм и должен точно совпадать с размерами шкива, подобрать который будет несложно, потому что детали ходовые и найти их можно везде. Зубчатый ремень GT2 бывает разомкнутый и закрытый. Закрытые производят определенных размеров, и подобрать его к устройству можно исходя из характеристик прибора. Если же станок собирается самостоятельно, то, скорее всего, следует приобретать разомкнутый тип ремня, который измеряется метрами.
Последние модели принтеров предусматривают каретки, которые не требуют замкнутых ремней. Это облегчает процесс установки и натяжения во много раз. Стоит помнить, что все винты должны быть расслаблены во время замены. После установки и натяжения не торопитесь обрезать излишки. Проверьте все еще раз, только после этого убирайте лишнее. При открытом ремне удобно использовать готовые держатели, которые позволяют легко закрепить ремень в каретке.
Если Ваша каретка все-таки требует цельного изделия, а приобрести такой в размер не получилось, то придется склеивать его самостоятельно. Основных способа соединения концов два. Первый подразумевает стыковку двух обрезанных наискосок концов и закрепление их тонкими металлическими шпильками через каждый зуб. Этот вариант хорош тем, что все можно сделать подсобными средствами, но требует много времени и аккуратности. Нужно быть очень осторожным, потому что при малейшей ошибке придется брать новый кусок ремня в размер.
Второй способ проще, но необходимо иметь шаблон для склейки ремня. Его можно напечатать на принтере или сделать руками. Много чертежей можно найти в Сети. Смысл в том, что на длину склейки зачищается слой до самого корда. Потом две части промазываются клеем, соединяются и зажимаются в устройстве на24 часа до полного высыхания. Метод не идеален, однако все манипуляции производятся достаточно быстро. При невозможности приобрести готовый, этот вариант будет спасением.
Подводя итоги, можно казать, что использование зубчатого ремня в 3D-принтерах и лазерных граверах позволяет станкам работать плавно и быстро, правильно распределяя усилия. Он не требует обслуживания, только правильного натяжения в начала работы. Выбор качественного ремня, который будет достаточно гибким (лучше выбрать черный) и, в то же время не будет пружинить при печати, позволит эксплуатировать прибор долго и выдавать качественный результат.